La fuerza impulsora en la alineación de las poleas láser
Verificación de condición de alineación
Las condiciones de desalineación para comprobarse incluyan angularidad vertical, offset y angularidad horizontal. La posición de la línea de transmisión del laser en el reflector indica la angularidad vertical y el desplazamiento. Angulosidad horizontal está indicado por la posición de la línea láser reflejada en el transmisor.
Típica máquina alineación
| Angularidad vertical
|
En offset
|
Angulosidad horizontal
|



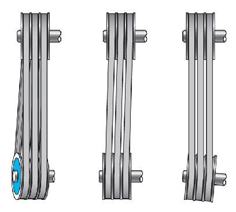
Desalineamiento de las condiciones como se muestra en la Pulley Pro® 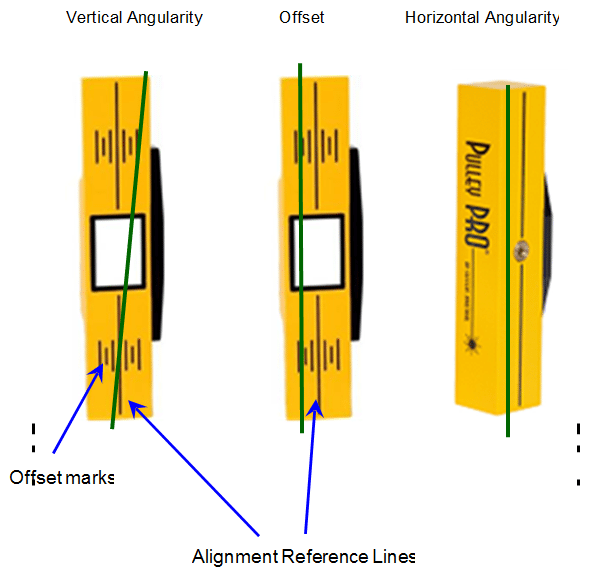
Para espesores de borde de diferentes poleas, uso de las marcas offset en el reflector para establecer el monto de la compensación. Las marcas son en 1/8 incrementos.
Procesos de alineación deben realizarse en un área protegida de la luz solar brillante, o una zona de sombra para permitir una visión sencilla de la línea láser sobre la polea pro® unidades.
Corregir la desalineación de polea
- Formato de angularidad vertical correcta colocando la máquina móvil utilizando 304 cuñas de acero inoxidable. Corrección de este desalineamiento angular se puede observar en el reflector.
- Corregir el desplazamiento mediante el ajuste de la polea móvil o máquina axial. Esta corrección también se pueden observar en la unidad de reflector.
- Angularidad correcta horizontal ajustando la máquina lateralmente. Esto puede ser visto transmisor durante el ajuste.
Siguiendo los tres pasos anteriores, alineación de las impulsiones de correa debe completarse rápidamente. Sin embargo, una corrección de la alineación puede afectar a otras condiciones de alineación, los procedimientos anteriores pueden necesitar ser repetido hasta que el sistema esté totalmente alineado.
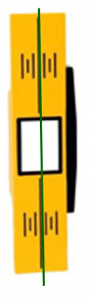
Buena alineación se consigue cuando el láser transmisor y la línea de láser reflejada correspondiente coincidan con las líneas de referencia en el reflector y láser transmisor respectivamente.
| Reflector de
|
Fuente
|
Arriba
|


IMPORTANCIA DE LA ALINEACIÓN DE LA POLEA BUENA
Alineación de la polea buena aumenta cinturón coche fiabilidad y eficiencia, reduciendo desgaste prematuro o falla de poleas, correas y rodamientos. Las poleas se pueden alinear cadena convencional y métodos de borde recto, pero esto es a menudo lento y propenso a errores.
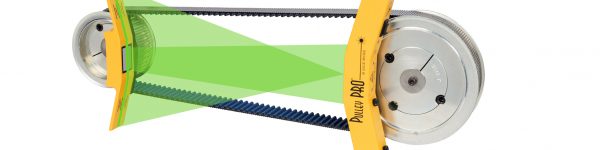
Polea pro® es un sistema de láser diseñado específicamente para la alineación de correa equipo accionado. Patentado y la tecnología de haz láser reflejada probada ayuda significativamente a reducir tiempo de instalación de la unidad, mano de obra y potencial de errores asociados con la instalación y alineación de la polea.
La polea pro® utiliza un ángulo de haz de retorno que es dos veces el ángulo de incidencia, por lo que el rayo reflejado recorre dos veces la distancia, dramáticamente mejorar la exactitud.
Alineación se indica con gran precisión, lo que resulta en ahorros de mano de obra y tiempo de actividad del aumento de la producción.
Preparación de máquina
Antes de comenzar cualquier trabajo asegurar que se respeten las normas de seguridad.
Ropa holgada o el cabello largo nunca debe ser maquinaria cerca accionado por correa. Todo el equipo debe ser bloqueado y desconectado.
Causas de la falta de cinturón
Antes de comenzar cualquier alineación de la polea, causas de la falta de la correa o polea deben ser examinados y corregidos para prevenir la repetición.
Causas de fracaso podrían incluir:
- Mantenimiento de débil (tensión de la correa incorrecto, desalineación de polea)
- Factores ambientales (luz del sol, fluctuaciones de temperatura áspero)
- Instalación incorrecta (mal las correas/poleas, forzado en ranuras de las correas),
- Factores de operación (de la sobrecarga, carga de choque)
Inspección
Realizar una inspección visual de las correas y de cada polea y sus ranuras. Busque y sienta para grietas, fichas, o el desgaste excesivo del surco. Debe garantizarse el contacto apropiado entre las correas y las poleas.
Correas desgastadas o poleas y otros componentes deben reemplazarse antes de proceder a la alineación de la polea.
Alineación de la polea
Pata
Inspeccione la máquina móvil para la "pata coja". Galgas pueden utilizarse bajo un pie suelto para medir la brecha. Acuñe el pie de máquina con la mayor cantidad de espacio (la cantidad indicada con las galgas) hasta que ninguna lectura es mayor que 0,05 mm (0.002"o 2 milésimas de pulgada).
Formato de uso 304 cuñas de acero inoxidable. Severo "pie suave" distorsiona el marco de la máquina cuando atornillado, causando daños a cojinetes y sellos. También podría conducir a niveles altos de vibración en los cojinetes de la máquina.
Correas de transmisión
El condición de la correa gastada es una buena indicación del tipo de desalineación o otros problemas que pueden estar presentes. Las correas deben cambiarse tan pronto como se detecta desgaste indebido. Para una impulsión de correa múltiple, todas las correas deben sustituirse juntos. Sólo cinturones del mismo fabricante deberían combinarse juntos en orden los cinturones compartir la carga igualmente.
Para sustituir las correas en un sistema de impulsión de correa, primero debe ser aflojados. A menudo esto se logra simplemente aflojando la unidad impulsada o conductor y reduciendo la distancia del centro. En otros casos, una polea puede necesitar ser aflojado y movido. Correas nunca deben ser forzadas o rodadas sobre una polea ya que esto puede dañar la polea y el cable de tracción correa.
Nuevos cinturones deben almacenarse adecuadamente.
- Se debe mantener en un lugar fresco, lugar seco, sin exposición a luz solar directa o calor.
- Ellos también no deben colgarse de clavijas individuales.
Para más información, Consulte "Belt Drive mantenimiento preventivo & Manual de seguridad".
Poleas
Si está instalando nuevas poleas y correas aseguran de seleccionar de la combinación correcta-polea y las correas del tamaño correcto. Poleas existentes deben inspeccionar cuidadosamente para el desgaste y reemplazadas si es necesario. Consulte el "impulsión de correa de mantenimiento preventivo & Manual de seguridad".
POLEA DE MARCHA
Polea axial agotada influirá en las lecturas de alineación. Funcionamiento axial hacia fuera debe confirmarse a recomendarse dentro de límites.
POLEA & ALINEACIÓN DE LA CORREA DE IMPULSIÓN
Hay tres parámetros básicos que describen la mala alineación de la polea. Estos incluyen angularidad vertical, angulosidad horizontal, y axial compensado y puede aparecer en cualquier combinación.
Existen varios métodos de configuración de alineación de la polea.
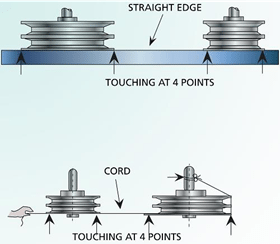
El más común es el método de regla y cadena en el que las cuerdas deben tocar los dos bordes de cada cara de la polea simultáneamente (contacto de cuatro puntos para las unidades con dos poleas).
Las poleas deben girar media vuelta y comprueba otra vez. Puesto que una cadena puede doblar esquinas, no es fácil diferenciar entre offset y angularidad horizontal cuando se realiza sólo tres puntos de contacto. Una regla o una cadena también puede detectar siempre ángulo de torsión.
Método de borde recto
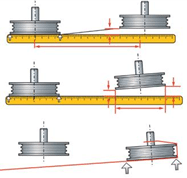 Método de la cadena
Método de la cadena
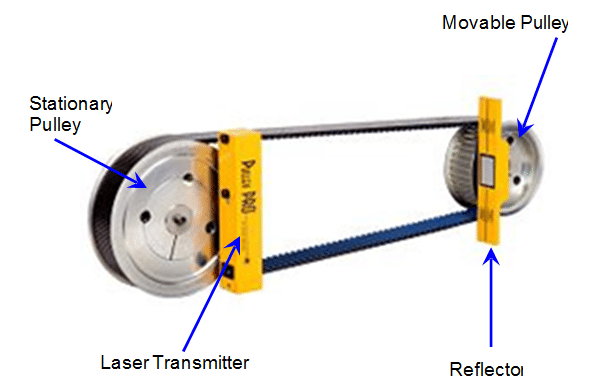
La polea pro® por otro lado monta magnéticamente a la cara de poleas más.
Proyecta una línea láser en el reflector que magnéticamente se une a la otra cara de la polea. La alineación consiste en asegurar que las líneas de láser reflejado y transmitido coincida con las líneas de referencia respectivos.
Los diagramas de abajo muestran las condiciones de desalineación usando la polea pro® y las correspondiente las correcciones observadas en las unidades.
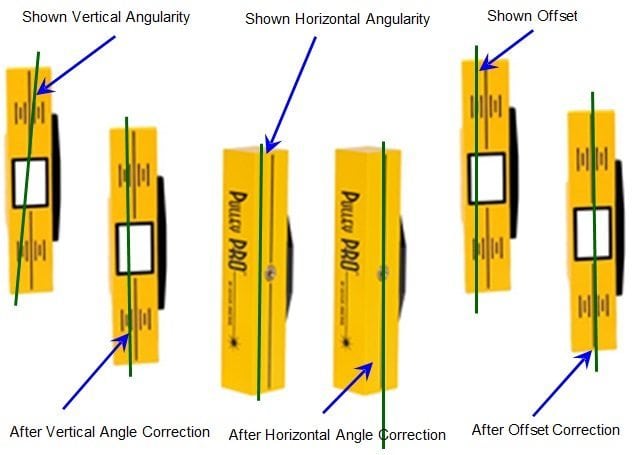
Angularidad vertical se debe corregir primero. Esto se hace colocando la unidad que se monta la polea movible. El siguiente paso es corregir angulosidad horizontal.
Esto se logra al cambiar o torcer la posición de la unidad que se monta la polea movible. Use tornillos de apriete laterales si está disponible, de lo contrario la unidad tendrá que aflojar y volver a colocar. Finalmente, desplazamiento correcto por la unidad que la polea móvil se monta en axial o volver a la posición una de las poleas en movimiento sobre su eje.
Desde realizar una corrección de la alineación casi invariablemente afecta a las demás condiciones de alineación, Este proceso puede tener que repetirse varias veces.
La secuencia en que se realiza la corrección de desalineamiento puede variar de una situación a la siguiente.
