Exakt remskivanjustering är avgörande för optimal maskinprestanda. Med Seifferts banbrytande laserjusteringsverktyg-till exempel Remskivor och Remskivpartner ™—Du kan uppnå snabbt, exakt bälte och axelinriktning. Den här guiden leder dig genom Troublshooting Vanliga felinställningar för att effektivisera din justeringsprocess och minska driftstopp.
Den drivande kraften i Laser Remskiva justering
Justering skick kontrollera
Feljustering villkoren kontrolleras omfattar vertikala vinkeländring, horisontella vinkeländring och offset. Placering av den överförda laserlinjen på reflektorn anger den vertikala vinkeländring och offset. Horisontella vinkeländring indikeras av positionen för raden återspeglas laser på sändaren.
Typisk maskin snedställning
Vertikala vinkeländring |
Offset |
Horisontella vinkeländring |
Feljustering villkor som de visas på Pulley Pro® 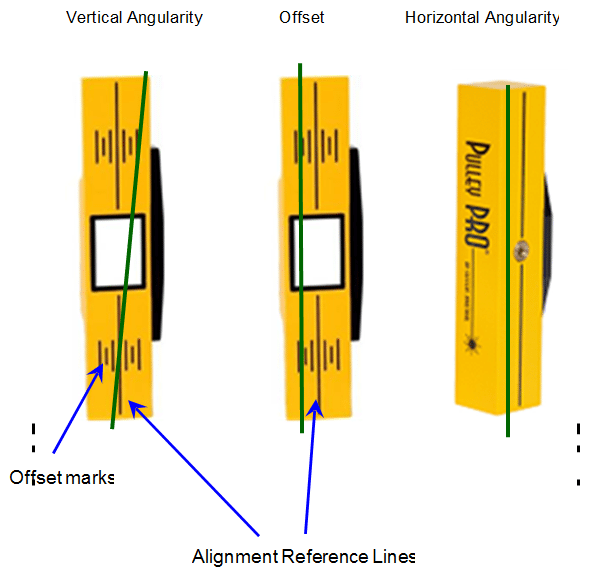
För olika remskiva kanten tjocklekar, använda offset märken på framsidan reflektorn för att fastställa beloppet för offset. Märkena är i 1/8 tums steg.
Anpassningen processer bör utföras i ett område som skyddas från starkt solljus, eller ett skuggat område för att möjliggöra enkel visning av laserlinjen på trissan pro® enheter.
Korrigera remskiva snedställning
- Rätta vertikala vinkeländring av mellanlägg rörliga enhetens med hyvlades 304 rostfritt stål shims. Korrigering av denna vinkel kan observeras i reflektorn.
- Korrigera offset genom att justera de rörliga remskivan eller maskin axiellt. Denna korrigering kan också observeras på reflektor enheten.
- Rätta horisontella vinkeländring genom att justera maskinen i sidled. Detta kan vara visade sändare under justering.
Genom att följa de tre stegen ovan, anpassningen av remtransmissioner bör slutföras snabbt. Men, en justering korrigering kan påverka andra justering villkor, så procedurerna ovan kan behöva upprepas tills systemet är helt i linje.
Bra anpassning uppnås när sändaren laserlinjen och motsvarande återspeglas laser rad sammanfaller med referenslinjer på reflektorn och lasersändare respektive.
Reflektor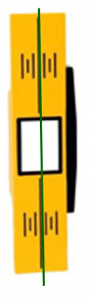 |
Källa |
Omkostnader |
VIKTEN AV BRA REMSKIVA JUSTERING
Bra Remskiva justering ökar belt drive tillförlitlighet och effektivitet genom att minska förtida slitage eller fel på remskivor, remmar och järngängor. Remskivor kan justeras med hjälp av konventionella sträng och straight-edge metoder, men detta är ofta tidskrävande och risk för fel.
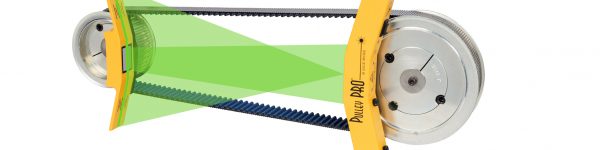
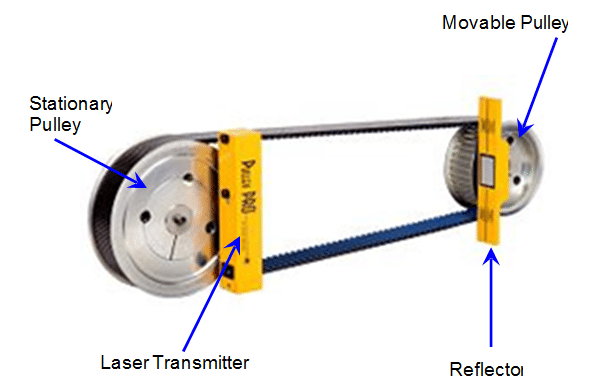
Remskiva pro® är en lasersystem särskilt utformade för uppriktning av remdriven utrustning. Patenterade och beprövade återspeglas laser beam teknik avsevärt bidrar till att minska bilresa installationstid, Manpower och potentiella fel i samband med Remskiva justering och installation.
Remskivan pro® systemet använder en återvändande spridningsvinkel som är två gånger infallsvinkel, så den reflekterade strålen reser dubbla avståndet, dramatiskt förbättra noggrannhet.
Justering indikeras med stor noggrannhet, vilket resulterar i labor besparingar och ökad produktion drifttid.
Maskinen förberedelse
Innan något arbete påbörjas säkerställa grundläggande säkerhetsregler följs.
Löst sittande kläder eller långt hår får aldrig tillåtas någonstans nära remdrivna maskiner. All utrustning måste vara utelåst och taggade ut.
Orsakerna till bälte
Innan du påbörjar någon Remskiva justering, orsakerna till bälte eller remskiva misslyckande måste undersökas och korrigeras för att förhindra återfall.
Orsakerna till misslyckandet kan omfatta:
- Stackars bil underhåll (fel remspänningen, remskiva snedställning)
- Miljöfaktorer (solljus, hårda temperaturvariationer)
- Felaktig installation (fel bälten/kärvar, bälten tvingade på spåren),
- Operativa faktorer (överbelastning, chock belastning)
Inspektion
Utföra en okulärbesiktning av bälten och varje trissa och dess skåror. Leta efter och känner för sprickor, marker, eller överdriven groove slitage. Ordentlig kontakt mellan bälten och blocken måste säkerställas.
Slitna bälten eller remskivor och andra komponenter bör bytas innan du fortsätter med Remskiva justering.
Inställning av remskivlighet och tips
MJUKFOT
Inspektera den rörliga maskinen för "mjuk fot". Bladmått kan användas under en lossade fot för att mäta gapet. Shimsa foten maskinen med den största mängden gap (det belopp som anges med avkännarmätinstrument) tills ingen läsning är större än 0,05 mm (0.002"eller 2 mils).
Användning hyvlades 304 rostfritt stål shims. Allvarlig "MJUKFOT" snedvrider maskinramen när bultar, orsakar skador på tätningar och lager. Det kan också leda till höga vibrationsnivåer på maskin lagren.
Drivremmar
Den tillståndet hos den slitna remmen är en bra indikation på den typ av felaktig inriktning eller andra problem som kan vara närvarande. Bälten måste ändras så snart onödigt slitage upptäcks. För flera-remdrift, alla bälten måste ersättas tillsammans. Endast bälten från samma tillverkare bör kombineras tillsammans för bälten att dela belastningen lika.
För att ersätta bälten på ett bälte drivsystem, de måste först lossas. Detta sker ofta genom att helt enkelt lossa drivrutinen eller driven enhet och minska center avståndet. I andra fall, en tomgångsskivan behöva halsmuttrar och flyttade. Bälten måste aldrig Tvingad eller rullade på en remskiva eftersom detta kan skada remskivan samt bälte draghållfasthet sladden.
Nya remmar måste lagras korrekt.
- De bör förvaras på en sval, och torrt utan exponering för direkt solljus eller värme.
- De bör också inte hängas från enda pinnar.
För ytterligare information, hänvisa till "Belt Drive förebyggande underhåll & Säkerhetshandbok".
Remskivor
Om du installerar nya säkerställa remskivor och bälten att korrigera--remskiva kombinationen och rätt storlek bälten har valts. Befintliga remskivor bör inspekteras noggrant för slitage och ersättas vid behov. Konsultera "remdrift förebyggande underhåll & Säkerhetshandbok".
REMSKIVA RUNDGÅNGSNOGGRANNHET
Axiell remskiva slut kommer att påverka anpassningen avläsningar. Axiellt kast bör bekräftas inom rekommenderas gränser.
REMSKIVA & ENHET BÄLTE JUSTERING
Det finns tre grundläggande parametrar som beskriver remskiva snedställning. Dessa inkluderar vertikal vinkeländring, horisontella vinkeländring, och Axiell förskjutning och kan uppstå i någon kombination.
Det finns flera Remskiva justering inställningsmetoder.
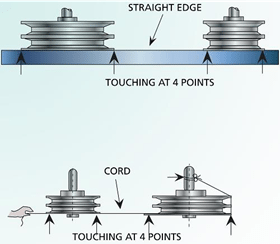
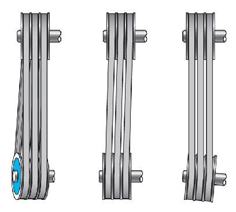
Det vanligaste är metoden rätskiva och sträng där strängarna måste röra de två kanterna på varje trissa ansikte samtidigt (fyra-peka kontakt för enheter med två trissor).
Blocken bör roteras ett halvt varv och kollade igen. Eftersom en sträng kan böja runt hörn, Det är inte lätt att skilja mellan offset och horisontella vinkeländring när endast tre kontaktpunkter görs. En rätskiva eller sträng också identifieras inte alltid twist vinkel.
Rak kant metod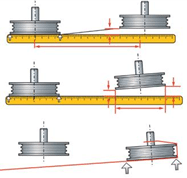 Sträng-metod
Sträng-metod
Remskivan pro® å andra fästen magnetiskt i ansiktet av de flesta remskivor.
IT-projekt en laserlinje på reflektorn som är magnetiskt kopplade till andra remskiva ansiktet. Anpassningen innebär att se till att överförs och reflekterade laserlinjerna matchar med respektive referenslinjer.
Diagrammen nedan skildra feljustering förhållanden med hjälp av remskivan pro® och de motsvarande korrigeringarna som observerats på enheterna.
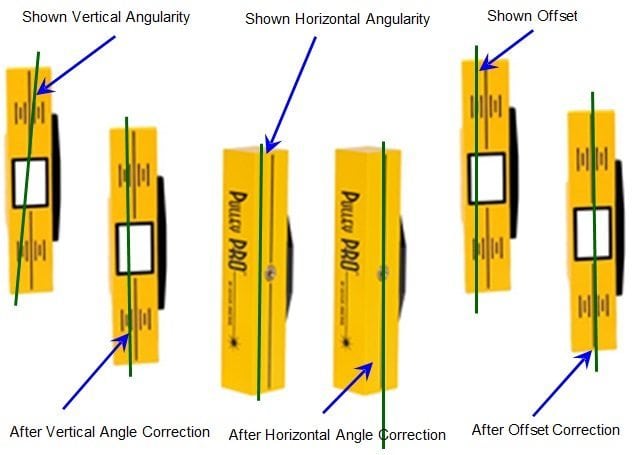
Vertikala vinkeländring bör korrigeras först. Detta görs genom mellanlägg enheten som flyttbar remskivan är monterad på. Nästa steg är att korrigera horisontell vinkeländring.
Detta sker genom skiftande eller vrida enheten som flyttbar remskivan är monterad på ställning. Använd laterala jack-skruvar om tillgängligt, annars kommer att enheten behöva halsmuttrar och åter placerad. Slutligen, rätt offset genom att flytta enheten som flyttbar remskivan är monterad till axiellt eller förnyad ställning ett av blocken på sin axel.
Sedan utför påverkar en justering korrigering nästan invariably andra justering, denna process kan behöva upprepas flera gånger.
Sekvensen där snedställning korrigering utförs kan variera från en situation till nästa.
