Optimal makine performansı için hassas kasnak hizalaması gereklidir. Seiffert’in en son lazer hizalama araçlarıyla- Pulley Pro ™ Yeşil ve Pulley Partner ™- Hızlı başarabilirsin, Doğru kayış ve şaft hizalaması. Bu kılavuz, hizalama sürecinizi kolaylaştırmak ve kesinti süresini kesmek için ortak yanlış hizalama kurulumlarını sorunsuz bir şekilde yürütür.
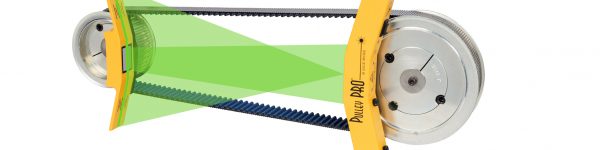
Lazer kasnak hizalama sürüş yürürlükte
Hizalama koşul onay
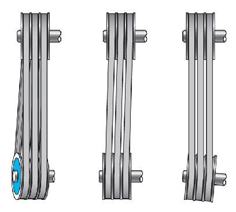
Denetlenecek hatalı hizalaması koşullar dikey açısal yer, Yatay açısal ve mahsup hesabı. Dikey açısal ve ofset yansıtıcı iletilen lazer satırda konumunu gösterir. Yatay açısal verici yansıyan lazer satırda konumunu belirtilir.
Tipik makine hatalı hizalaması
Dikey açısal |
Ofset |
Yatay açısal |
Pulley Pro® üzerinde gösterildiği hatalı hizalaması koşulları 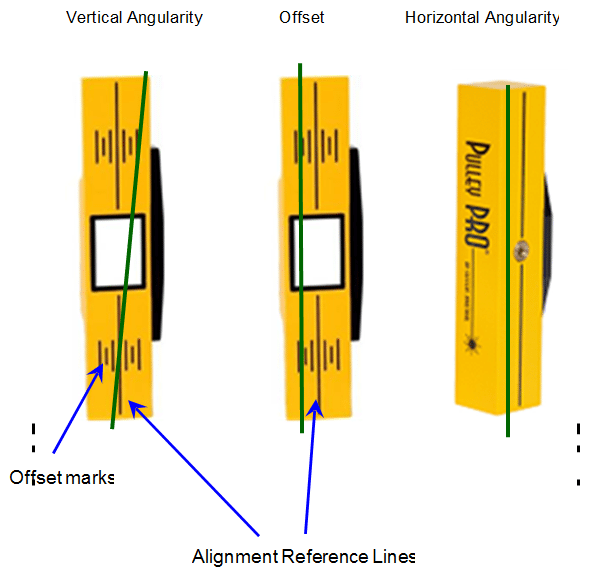
Farklı kasnak kenar kalınlıkları için, uzaklık miktarı kurmak için reflektör yüzünde mahsup işaretleri kullanın. İşaretleri bulunmaktadır 1/8 inç aralıklarla.
Parlak güneş ışığından korumalı bir alanda hizalama işlemleri yapılmalıdır, ya da kolay lazer çizgi kasnak pro görüntülemek için bir gölgeli alanda® üniteleri.
Kasnak kayma düzeltme
- Taşınabilir makine kullanarak titremeden tarafından doğru dikey açısal precut 304 Paslanmaz çelik dolgu verileri. Açısal bu kayma düzeltilmesi reflektör üzerinde görülebilir.
- Mahsup hesabı hareket ettirilebilir kasnak ayarlayarak düzeltmek veya eksenel makine. Bu düzeltme da reflektör biriminde görülebilir.
- Yanal makine ayarlayarak doğru yatay açısal. Bu ayarlama sırasında görüntülenen verici olabilir.
Yukarıdaki üç adımı izleyerek, kemer sürücüler hizalamasını hızla tamamlanmalıdır. Ancak, bir hizalama düzeltme diğer hizalama koşulları etkileyebilecek, Yani yukarıdaki yordamları sistem tamamen uyumlu kadar tekrarlanması gerekebilir.
Verici lazer çizgi ve karşılık gelen yansıyan lazer çizgi yansıtıcı başvuru satırlarında denk ve verici sırasıyla lazer iyi uyum sağlanır.
Reflektör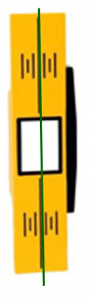 |
Kaynak |
Ek yük |
İYİ KASNAK HİZALAMA ÖNEMİ
İyi kasnak hizalama erken aşınmaya veya makaralar başarısız azaltarak kemer sürücü güvenilirliği ve verimliliği artırır, kemer ve yatakları. Makaralar geleneksel dize ve düz kenarlı yöntemleri kullanarak hizalanabilir, Ama bu kez zaman alıcı ve hata eğilimli olduğunu.
Kasnak pro® bir lazer sistemi kayış tahrikli ekipman hizalama için özel olarak tasarlanmış. Patentli ve kanıtlanmış yansıyan lazer ışınlama teknolojisi önemli ölçüde sürücü yükleme süresini azaltmaya yardımcı olur, insan gücü ve potansiyeli hataları kasnak hizalama ve yükleme ile ilgili.
Kasnak pro® sistemi kullanan iki kez açı of insidansı bir dönüş kiriş açı, Bu yüzden yansıyan ışın iki kez mesafe seyahat, önemli ölçüde artırılması doğruluk.
Hizalama büyük bir hassasiyetle gösterilir, emek tasarruf ve artan üretim uptime ile sonuçlanan.
Makine hazırlık
Herhangi bir iş başlamadan önce temel güvenlik kuralları yapıştırılır vardır emin olun.
Gevşek giyim ya da uzun saç makine yere yakın kayış tahrik asla izin gerekir. Tüm ekipman kıtlı dışarı ve dışarı etiketli.
Kemer başarısızlık nedenleri
Herhangi bir kasnak hizalama işlemine başlamadan önce, kemer veya kasnak başarısızlık nedenlerini inceledi ve nüks önlemek için düzeltilmiş.
Başarısızlık nedenleri içerebilir:
- Zavallı sürücü bakım (yanlış kemer gerginlik, kasnak hatalı hizalaması)
- Çevresel faktörler (güneş ışığı, sert sıcaklık dalgalanmaları)
- Hatalı kurulum (yanlış kemer/sheaves, Kemerler oluklar zorla),
- Çalışma faktörler (aşırı yükleme, şok yük)
Muayene
Kemerleri ve her kasnak ve onun yivli bir görsel olarak kontrol edin. Bakmak ve çatlaklar için hissediyorum, cips, veya aşırı groove giyim. Kemerleri ve makaralar arasındaki uygun temas sağlanmış olur.
Yıpranmış kemer veya makaralar ve diğer bileşenleri kasnak hizalama işlemine devam etmeden önce değiştirilmesi gerektiğini.
Kasnak hizalama kurulumu ve ipuçları
Yumuşak ayak
"Yumuşak ayak" için taşınabilir makine incelemek. Davet ölçerler gevşetti ayak altında boşluk ölçmek için kullanılabilir. Makine ayak boşluğu en büyük miktarda dolgu (davet göstergeleri ile belirtilen tutarı) okumak yok 0,05 mm çaptan olana (0.002"ya da 2 Mils).
Kullanım precut 304 Paslanmaz çelik dolgu verileri. Şiddetli "yumuşak ayak" cıvatalı zaman makine çerçeve bozan, mühürler ve yataklar için zarar. Ayrıca makine rulmanlar yüksek titreşim düzeylerine neden olabilir.
Sürücü kemer
, Yıpranmış kemer şartı Mevcut olabilecek yanlış hizalama ya da başka sorunlar türü iyi bir göstergesidir. En kısa zamanda aşırı aşınma tespit kayışlar değiştirilmelidir. Bir çoklu-kemer götürmek için, Tüm kemerleri birlikte değiştirilmelidir. Sadece kemer aynı üreticinin birlikte sırayla yükü eşit paylaştırmak kemerleri için kombine.
Bir kayış tahrik sistemi üzerinde kemer değiştirmek için, önce çözülmelidir. Bu kez sadece sürücü veya tahrik ünitesi gevşeme ve merkezi mesafe azaltarak gerçekleştirilir. Diğer durumlarda, bir avara kasnak veya ayar gevşetti ve taşındı gerekebilir. Kemer asla zorla olmalı veya bu kasnak yanı sıra kemer çekme kablosu zarar bir kasnak haddelenmiş.
Yeni kemer düzgün depolanması gerekir.
- Serin bir tutulmalıdır, Kuru yerde yok maruz kalma doğrudan güneş ışığı veya ısı ile.
- Ayrıca tek mandal astılar değil.
Daha fazla bilgi için, "kemer sürücü önleyici bakım için başvurun & Güvenliği Kılavuzu".
Makaralar
Yeni yükleme yapıyorsanız makaralar ve kemer düzeltmek-kayış-kasnak kombinasyonu ve doğru boyutu kemer seçili olduğundan emin olun. Varolan makaralar giymek için dikkatle inceledi ve gerekirse yerini. "Kemer sürücü önleyici bakım danışın & Güvenliği Kılavuzu".
KASNAK ÇALIŞTIR-OUT
Aksiyel kasnak tükendi hizalama okuma etkiler. Dışarı Aksiyel koşmak sınırları içinde tavsiye onaylanması.
KASNAK & SÜRÜCÜ KEMER HİZALAMA
Kasnak kayma tarif üç temel parametreler. Bu dikey açısal içerir, Yatay açısal, ve eksenel Mahsup edilen ve herhangi bir bileşimini ortaya çıkabilir.
Birkaç makara hizalama Kur yöntem vardır.
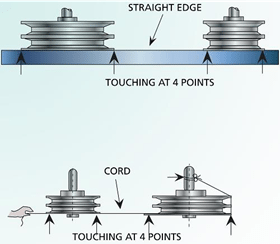
İçinde aynı anda her kasnak yüz iki kenarlarını dizeleri dokunmatik gerekir yeşilaycı ve dize yöntemi yaygın olarak kullanılır (dört maddelik kişi iki makaralar ile sürücüler).
Makaralar yarım tur döndürülmüş ve tekrar kontrol. Bir dize köşeleri etrafında bükebilir beri, Sadece üç sayılık iletişim kurulduğunda uzaklık ve yatay açısal arasında ayırt kolay değil.. Bir yeşilaycı veya dize de her zaman büküm açısı algılayamıyor.
Düz kenarlı yöntemi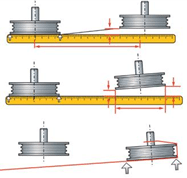 Dize yöntemi
Dize yöntemi
Kasnak pro® Öte yandan Manyetik bağlar en makaralar yüze.
Manyetik olarak diğer kasnak yüz bağlı olduğu reflektör üzerine lazer çizgi projeler. Hizalama aktarılan ve yansıyan lazer çizgileri ile ilgili referans çizgileri maç sağlanması içerir.
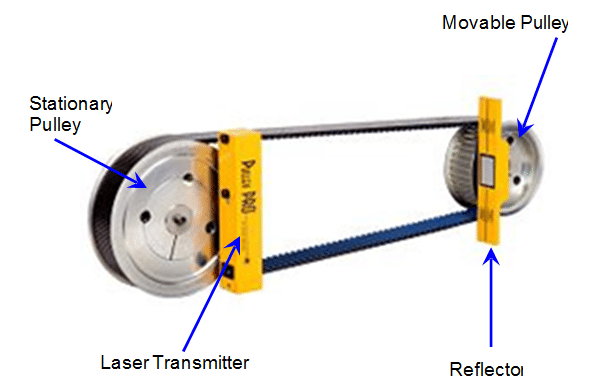
Aşağıdaki diyagramları kasnak pro kullanarak hatalı hizalaması koşulları tasvir® ve karşılık gelen düzeltme olarak gözlenen birimleri.
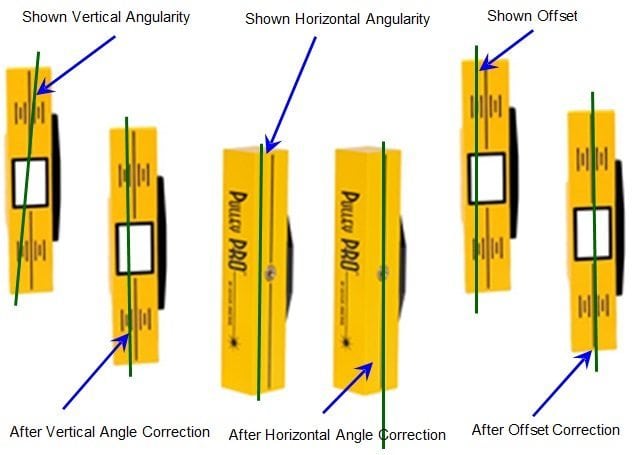
Dikey açısal önce düzeltilmelidir. Bu hareketli kasnak monte birim titremeden tarafından yapılır. Yatay açısal düzeltmek için sonraki adımdır.
Bu değişen veya hareketli kasnak monte birim konumunu büküm tarafından gerçekleştirilir. Yanal jack-vidalar varsa kullanır, Aksi takdirde birim gevşetti yeniden ve konumlandırılması gerekir. Son olarak, hareketli kasnak eksenel monte birimi veya yeniden pozisyon makaralar biri onun mili üzerine taşıyarak doğru ofset.
Performans beri bir hizalama düzeltme her zaman diğer hizalama koşullar etkiler, Bu işlem birkaç kez tekrarlanması gerekebilir.
İçinde hatalı hizalaması düzeltme yürütülen sıra bir durumdan diğerine farklılık gösterebilir.
