تراز دقیق قرقره برای عملکرد بهینه ماشین آلات ضروری است. با ابزارهای تراز لیزری پیشرفته سیفرت - مانند Pulley PRO™ سبز و Pulley Partner™- شما می توانید سریع به دست آورید, تراز دقیق تسمه و شفت. این راهنما شما را در عیبیابی تنظیمات ناهماهنگی رایج راهنمایی میکند تا فرآیند هم ترازی شما را ساده کرده و زمان خرابی را کاهش دهید..
نیروی محرکه در لیزر قرقره ترازبندی
ترازبندی بررسی وضعیت
شرایط ریختن به بررسی می شود عبارتند از زاویه عمودی, زاویه افقی و افست. موقعیت خط لیزر منتقل بازتابنده نشان می دهد زاویه عمودی و جبران. زاویه افقی توسط موقعیت خط لیزر منعکس شده در فرستنده نشان داد.
ناهمراستایی ماشین معمولی
زاویه عمودی |
انحراف |
زاویه افقی |
شرایط ناهمراستایی به عنوان آنها در قرقره طرفدار ® نشان داده شده است 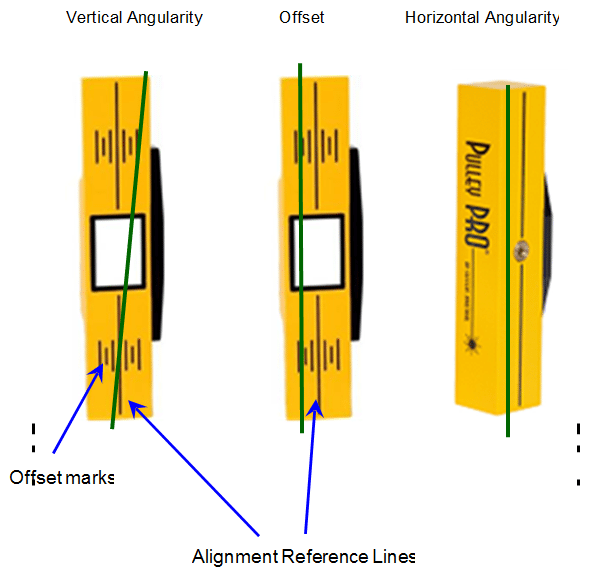
برای ضخامت های مختلف لبه قرقره, استفاده از علائم افست در صورت از بازتابنده برای ایجاد مقدار offset. علائم در می 1/8 افزایش اینچ.
فرآیندهای ترازبندی باید در یک منطقه محافظت از نور آفتاب انجام, یا یک منطقه سایهدار به منظور اجازه مشاهده آسان خط لیزر در واحد و قرقره عادت کردهاید،.
اصلاحی ریختن قرقره
- زاویه عمودی درست شده توسط ها shimming دستگاه قابلیت جابجایی با استفاده از precut 304 شیم از جنس استنلس استیل. اصلاح این زاویه ای را می توان در بازتابنده مشاهده.
- درست با تنظیم قرقره ماسک مو و یا دستگاه محوری جبران. این اصلاح نیز می تواند در واحد بازتابنده مشاهده می شود.
- زاویه افقی صحیح با تنظیم دستگاه جانبی. این را می توان فرستنده در طول تنظیم مشاهده.
با پیروی از سه مرحله فوق, تراز دلخواه برای تسمه باید به سرعت به پایان. با این حال, یکی اصلاح تراز ممکن است دیگر شرایط تراز را تحت تاثیر قرار, بنابراین روش بالا ممکن است نیاز به تکرار تا زمانی که سیستم به طور کامل تراز وسط قرار دارد.
تراز خوب است که خط لیزر فرستنده و متناظر با خط لیزر منعکس شده همزمان با خطوط مرجع در بازتابنده و لیزر فرستنده بدست.
بازتابنده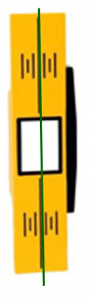 |
منبع |
در بالای سر |
اهمیت تراز PULLEY خوب
خوب تراز قرقره افزایش قابلیت اطمینان درایو تسمه و بهره وری از طریق کاهش سایش زودرس یا شکست قرقره, تسمه و یاطاقان. قرقره می توان با استفاده از رشته های معمولی و روش مستقیم، لبه تراز وسط قرار دارد, اما این است که اغلب وقت گیر و مستعد به خطا.
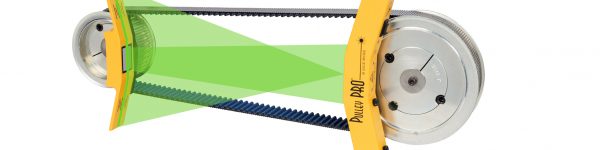
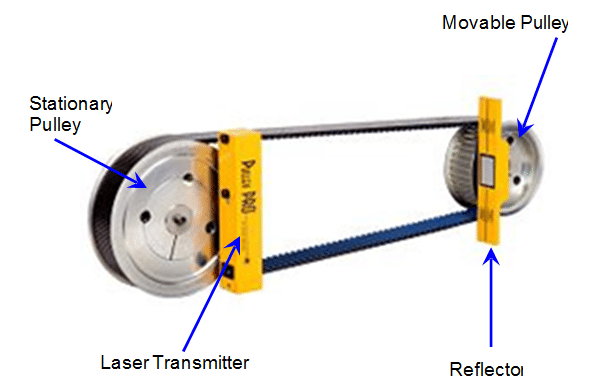
عادت کردهاید، قرقره یک سیستم لیزری است به طور خاص برای هم ترازی از کمربند رانده تجهیزات طراحی شده. انحصاری و ثابت منعکس تکنولوژی پرتو لیزر به طور قابل توجهی کمک می کند تا به منظور کاهش زمان نصب و راه اندازی درایو, نیروی انسانی و خطاهای بالقوه در ارتباط با تراز قرقره و نصب و راه اندازی.
سیستم عادت کردهاید، قرقره با استفاده از یک زاویه پرتو بازگشت است که دو بار زاویه از بروز, بنابراین اشعه منعکس سفر دو برابر فاصله, به طور چشمگیری بالا بردن دقت.
ترازبندی است با دقت زیادی نشان داد, در نتیجه صرفه جویی نیروی کار و افزایش تولید آپ تایم.
ماشین آلات آماده سازی
قبل از شروع هر کار اطمینان قوانین ایمنی اولیه رعایت شوند.
لباس های گشاد و یا موهای بلند هرگز نباید هر نقطه در نزدیکی ماشین آلات تسمه محور اجازه داده می شود. همه تجهیزات باید قفل شده است و برچسب خارج.
علل شکست کمربند
قبل از شروع هر تراز قرقره, علل کمربند یا شکست قرقره باید مورد بررسی قرار گیرند و تصحیح برای جلوگیری از عود.
علل شکست می تواند شامل:
- تعمیر و نگهداری هارد ضعیف (تنش کمربند اشتباه, ریختن قرقره)
- فاکتورهای محیطی (نور خورشید, نوسانات درجه حرارت سخت)
- نصب و راه اندازی نامناسب (کمربند اشتباه / قرقره, کمربند با اجبار به شیار),
- عوامل عامل (اضافه بار, بار شوک)
بازرسی
چشمی از کمربند و هر قرقره و شیار آن. برای نگاه و احساس برای ترک, چیپس, و یا شیار بیش از حد لباس. تماس مناسب بین تسمه و قرقره باید تضمین شود.
کمربند فرسوده و یا قرقره و دیگر اجزای باید قبل از اقدام با تراز قرقره جایگزین.
راه اندازی تراز قرقره و نکات
پا نرم
بازرسی دستگاه ماسک مو برای "پا نرم". ابزار اندازه گیری پروب می تواند در زیر پا سست برای اندازه گیری فاصله با استفاده از. شیم پای دستگاه با بزرگترین مقدار از شکاف (مقدار نشان داد با ابزار اندازه گیری پروب) تا زمانی که هیچ خواندن بزرگتر از شده 0.05mm است (0.002" یا 2 میل).
استفاده از precut 304 شیم از جنس استنلس استیل. شدید "پا نرم" تحریف قاب دستگاه در هنگام پایین پیچ, باعث آسیب به مهر و موم و یاطاقان. همچنین می تواند به سطوح ارتعاش بالا در یاطاقان ¬ های ماشین منجر.
کمربند درایو
The وضعیت کمربند فرسوده نشانه خوبی از نوع ریختن یا مشکلات دیگری که ممکن است وجود داشته باشد. کمربند باید در اسرع وقت لباس بی شناسایی شده است عوض شود. برای یک درایو چند کمربند, تمام کمربند باید با هم عوض شود،. فقط کمربند از همان سازنده باید با هم به منظور ترکیب برای کمربند برای به اشتراک گذاشتن بار به همان اندازه.
به منظور جایگزین کمربند بر روی یک سیستم تسمه, آنها ابتدا باید جدا می شد. این است که اغلب به سادگی با شل شدن راننده و یا واحد رانده و کاهش فاصله مرکز انجام می شود. در موارد دیگر, قرقره زنجیر ممکن است نیاز به جدا می شد و منتقل. کمربند هرگز نباید مجبور و یا نورد بر روی یک قرقره عنوان این می تواند قرقره و همچنین بند ناف کششی کمربند آسیب.
کمربند جدید باید به درستی ذخیره می شود.
- آنها باید در یک خنک نگهداری, جای خشک و بدون قرار گرفتن در معرض نور مستقیم خورشید یا حرارت.
- آنها همچنین باید از گیره های تک آویزان نمی.
برای اطلاعات بیشتر, به "تعمیر و نگهداری تسمه پیشگیرانه مراجعه & دستی های امنیتی ".
قرقره
اگر نصب قرقره و کمربند جدید اطمینان حاصل شود که ترکیب صحیح کمربند قرقره و تسمه اندازه درست انتخاب شده اند. قرقره های موجود باید به دقت برای لباس بازرسی و در صورت لزوم جایگزین. مشورت "تعمیر و نگهداری تسمه پیشگیرانه & دستی های امنیتی ".
PULLEY اجرا کردن
قرقره محوری اجرا خواهد قرائت تراز را تحت تاثیر قرار. محوری اجرا باید تایید شود در بین حدود توصیه می شود.
PULLEY & تراز درایو تسمه
سه پارامتر اساسی است که ریختن قرقره وجود دارد. این خدمات عبارتند از زاویه عمودی, زاویه افقی, و محوری افست و ممکن است در هر ترکیبی رخ می دهد.
روش راه اندازی تراز چند قرقره وجود دارد.
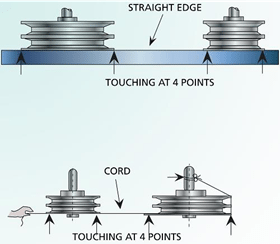
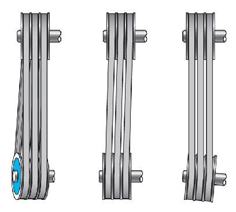
شایع ترین روش صاف و رشته که در آن رشته باید دو لبه های هر چهره قرقره به طور همزمان لمس است (تماس چهار نقطه از دیسک های با دو قرقره).
قرقره باید چرخش نیم به نوبه خود و دوباره بررسی می شود. از آنجا که یک رشته می تواند گوشه خم شدن در اطراف, از آن آسان است تمایز بین زاویه افست و افقی نیست که تنها تماس سه نقطه ساخته شده است. یک رشته صاف و یا همچنین همیشه می توانید زاویه پیچ و تاب و تشخیص.
روش لبه راست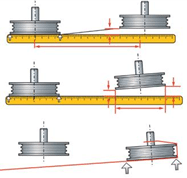 روش رشته
روش رشته
قرقره طرفدار ® در مانت سوی دیگر مغناطیسی به صورت ترین قرقره.
این پروژه یک خط لیزر بر روی بازتابنده که مغناطیسی به صورت قرقره های دیگر متصل. ترازبندی شامل حصول اطمینان که خطوط لیزر منتقل و منعکس با خطوط مرجع مربوطه مطابقت.
نمودار زیر شرایط ریختن تصویر کشیدن با استفاده از عادت کردهاید، قرقره و اصلاحات مربوطه را به عنوان در واحدهای مشاهده.
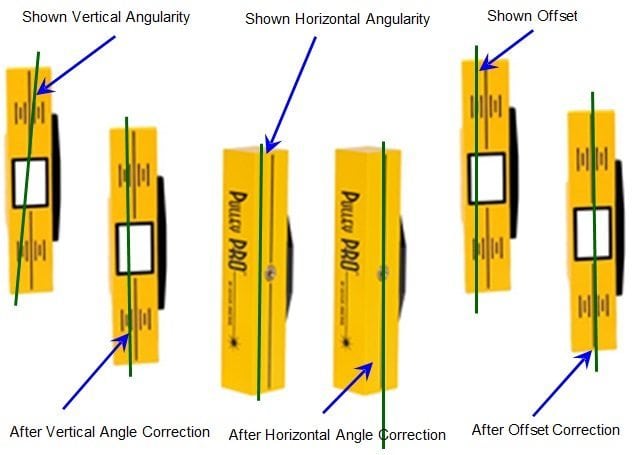
زاویه عمودی باید اول اصلاح. این است که با ها shimming واحد است که قرقره متحرک است که به اندازه گیری شده است. گام بعدی این است برای اصلاح زاویه افقی.
این است که با تغییر یا چرخاندن موقعیت واحد است که قرقره متحرک است که به نصب انجام. استفاده از جانبی جک پیچ در صورت موجود بودن, در غیر این صورت واحد نیاز به جدا می شد و دوباره قرار. سرانجام, صحیح را با حرکت دادن واحد است که قرقره متحرک است که به محوری و یا دوباره موقعیت یکی از قرقره در شفت آن نصب شده جبران.
از آنجا که انجام یک اصلاح تراز تقریبا همواره شرایط تراز دیگر تاثیر می گذارد, این فرایند ممکن است تا چند بار تکرار شود.
توالی که در آن اصلاح ریختن است خارج ممکن است متفاوت باشد از یک وضعیت به بعد انجام.
