正確なプーリーアライメントは、最適な機械性能に不可欠です. Seiffertの最先端のレーザーアライメントツールなど Pulley Pro™グリーン と Pulley Partner™ - あなたは速く達成することができます, 正確なベルトとシャフトのアライメント. このガイドでは、一般的な不整合セットアップのトラブルシューティングを説明して、アライメントプロセスを合理化し、ダウンタイムを削減します.
レーザー滑車の配置の推進力
アライメント条件チェック
ミスアライメントの条件チェックするには垂直の堅苦しさが含まれて, 水平の堅苦しさとオフセット. 反射板にレーザー ラインの位置を示して垂直の堅苦しさとオフセット. 送信機の反射レーザー ラインの位置によって水平の堅苦しさを示した.
典型的なマシンのずれ
垂直の堅苦しさ |
オフセット |
水平の堅苦しさ |
ミスアライメント条件、Pulley Pro® のような 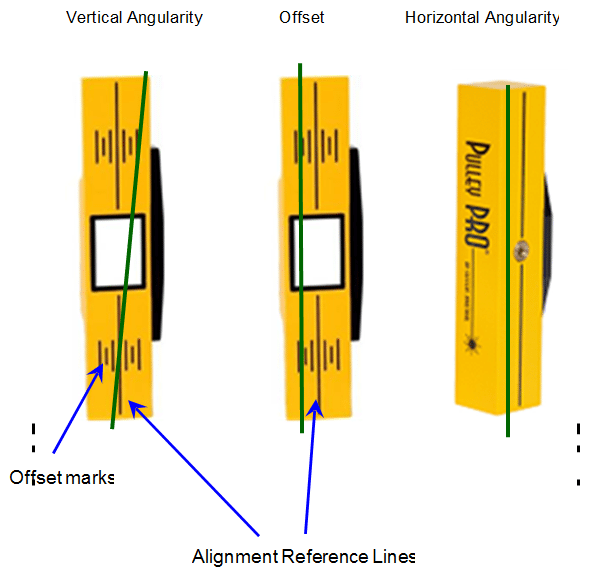
別のプーリー端の厚さの, 反射板の表面オフセット マークを使用してオフセットの量を確立. マークは、します。 1/8 インチ単位.
配置プロセスは、明るい日光から保護された領域に実施されなければなりません。, またはプロのプーリーのレーザー ラインを簡単に表示を許可するために影付き領域® ユニット.
プーリーのずれを修正します。
- シミング可動機械を使用してにより垂直堅苦しさ正しいプレカット 304 ステンレス鋼シム. この偏角の補正はリフレクターで観察できます。.
- 可動式のプーリーを調整してオフセットを修正または軸マシン. この補正は、反射器の単位で観察することも.
- 横方向にマシンを調整することによって正しい水平堅苦しさ. これは調整中に表示された送信機をすることができます。.
上記の 3 つの手順に従うことによって, ベルト ドライブの配置を迅速に完了する必要があります。. しかし, 他のアライメントの状態に影響を与えるかもしれない 1 つのアライメント補正, 上記の手順は、システムが完全に整列するまで繰り返される必要がありますので.
反射器の基準線と一致し、送信機をそれぞれレーザー送信機レーザー ラインと対応する反射レーザー ライン良い配置を実現します。.
反射板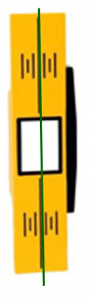 |
ソース |
オーバーヘッド |
良いプーリー配置の重要性
良いプーリー配置早期摩耗または滑車の失敗を減らすことによってのベルト ドライブの信頼性と効率性を増加します。, ベルトとベアリング. 従来の文字列とストレート エッジ メソッドを使ってプーリーを揃えることができます。, しかし、これは多くの場合時間がかかり、エラーを起こしやすい.
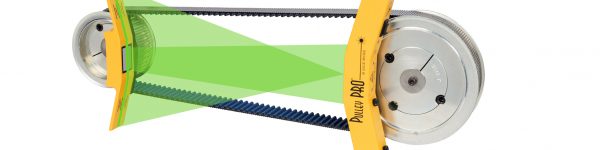
プーリー pro® レーザー システムは、 ベルト駆動機器の配置の設計. 特許を取得した、実績のある反射レーザー ビーム技術大幅ドライブ インストール時間を短縮することができます。, プーリー配置およびインストールに関連する労働力と潜在的なエラー.
プーリーの pro® システムは、角を 2 回戻りビーム角度を使用して、, 反映された光線移動距離の倍, 精度が飛躍的に向上.
高精度なアライメントが示されます, 省力化、増加の本番環境のアップタイムの結果.
マシンの準備
すべての作業を開始する前に基本的な安全規則を遵守していることを確認します。.
緩い衣類や長い髪は近くのどこかベルト駆動機械も許可する必要がないです。. すべての装置をロックアウトし、をタグする必要があります。.
ベルトの故障の原因
任意のプーリー位置合わせを開始する前に, ベルトやプーリーの故障の原因は、検査して、再発を防ぐために修正する必要があります。.
失敗の原因を含めることができます。:
- 不良ドライブの保守 (間違ってベルト テンション, プーリーのずれ)
- 環境要因 (日光, 過酷な温度変動)
- 不適切なインストール (間違ってベルト/束, 溝に強制ベルト),
- 操業要因 (オーバー ロード, 衝撃荷重)
検査
ベルトと滑車ごと、その溝の目視検査を行います. 亀裂のルックアンドフィールのため, チップ, または過剰な溝の摩耗. ベルトとプーリーとの間の適切な接触が確保されなければなりません。.
着用のベルトやプーリとその他のコンポーネントは、滑車の配置に進む前に置き換える必要があります。.
プーリーアライメントのセットアップとヒント
柔らかい足
「柔らかい足」の可動機械を検査. ギャップを測定するゆるみ足の下隙間ゲージを使用できます。. ギャップの最大量のマシンの足をシムします。 (隙間ゲージで示される量) 読書が 0.05 mm 以上ないまで (0.002"または 2 ミル).
使用用紙 304 ステンレス鋼シム. 深刻な「柔らかい足」を歪めマシン フレーム ボルト締めするとき, シールと軸受に損傷を引き起こす. 機械軸受の高振動レベルにもつながる.
ドライブ ベルト
、 摩耗したベルトの状態 存在し得るずれや他の問題の種類の良い指標であります. 過度な摩耗が検出されるとすぐにベルトを変更する必要があります。. 複数ベルト ドライブ, すべてのベルトを一緒に置き換える必要があります。. 同じ製造元からのみベルトはベルト負荷を均等に共有するために一緒に組み合わせる必要があります。.
ベルト ドライブ システムのベルトを交換するために, 彼らが緩んで最初する必要があります。. 単にドライバーや駆動ユニットを緩めると、中心距離を減らすことによってこれは、多くの場合. その他の場合, アイドラ プーリーがゆるむし、移動する必要があります。. ベルトの強制やプーリーとベルト張力ケーブルに損傷を与えることができます、滑車にロールバックする必要があります決して.
新しいベルトを適切に格納する必要があります。.
- 冷暗所に保管します, 直射日光や熱への露出なしで乾燥した場所.
- 彼らも必要ないからハングする単一ペグ.
詳細については、, "ベルト ドライブの予防メンテナンスを参照してください。 & 安全マニュアル」.
プーリー
新しいをインストールする場合プーリ及びベルトは正しいベルト滑車の組み合わせと正しいサイズのベルトが選択されていることを確認します。. 既存滑車を着用を慎重に検査し、必要に応じて置換する必要があります。. "ベルト ドライブ予防保守を参照してください。 & 安全マニュアル」.
プーリーの振れ
アライメント測定値に影響を与える軸プーリー実行. 軸振れを確認して推奨制限範囲内である必要があります。.
プーリー & ドライブ ベルト調整
プーリーのずれを説明する 3 つの基本的なパラメーターがあります。. 垂直の堅苦しさが挙げられます, 水平の堅苦しさ, 軸方向オフセットし、任意の組み合わせで発生することがあります.
プーリ配置セットアップの方法がいくつかあります。.
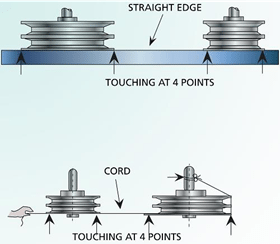
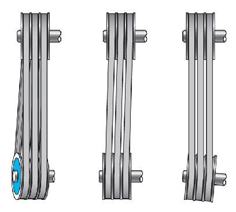
最も一般的なの定規および文字列メソッドで文字列が各プーリー面の 2 つのエッジを同時にタッチする必要があります。 (2 つのプーリーとドライブの 4 点接触).
プーリを回転、半回転と再度チェックする必要があります。. 文字列は、コーナーの周り曲げることができますので, のみ 3 点接触が行われたときのオフセット、水平方向の堅苦しさの区別は容易ではないです。. 直定規か文字列も常に検出できないねじれ角度.
ストレート エッジ法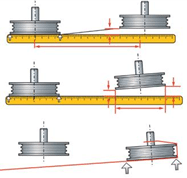 文字列メソッド
文字列メソッド
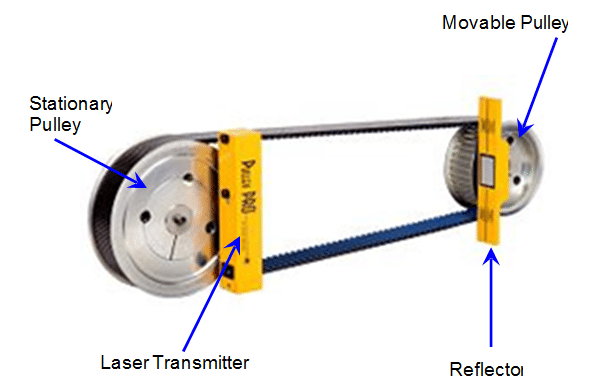
プーリーの pro® 一方ほとんどのプーリーの表面に磁気マウント.
他のプーリー面に取り付けられた磁気反射板にレーザー ラインを投影するそれ. 配置、透過及び反射レーザー ラインがそれぞれの基準線と一致することを確認.
下の図を描くプロのプーリーを使用してミスアライメント条件® と単位で観測された対応する修正.
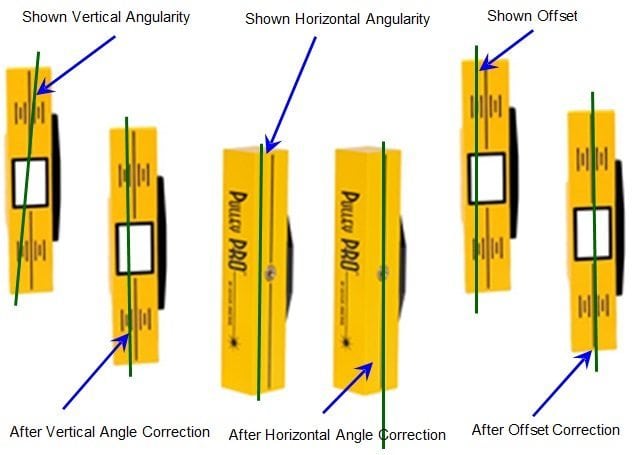
垂直の堅苦しさをまず修正する必要があります。. これは、可動式のプーリーにマウントされているユニットをシミングで. 次のステップは水平の堅苦しさを修正するには.
これは、シフトやねじれ可動プーリにマウントされているユニットの位置で. 横ジャックねじを使用して、利用可能な場合, ユニットを緩めて再配置する必要がありますそれ以外の場合. 最後に, その軸に可動プーリ軸にマウントされているユニットまたはいずれか、プーリーの再位置を移動することによって正しいオフセット.
実行する 1 つのアライメント補正ほとんど常に影響を及ぼすない他のアライメントの状態, このプロセスを数回繰り返す必要があります。.
1 つの状況へのずれ補正を実施するシーケンスを異なる場合があります。.
